


product
推荐产品


精准模拟 · 高效成型 · 智能控制
查看详情



product
产品展示product
产品分类
About us
关于恩耐莱斯
News Center
新闻中心11-27
11-20
我们可以从以下几个方面来理解其重要性:
1. 首先,理解造纸浆料系统的“电荷战场”
造纸浆料是一个复杂的混合物,主要包括:
纤维:通常带负电。
填料(如碳酸钙、高岭土):通常带负电。
阴离子垃圾:来自机械浆、回收纸浆中的溶解性和胶体性物质(如木素衍生物、半纤维素、消泡剂等),它们都带强负电荷。
功能性化学品:
助留助滤剂(通常是阳离子聚丙烯酰胺、聚乙烯亚胺等):带强正电荷。
增强剂、施胶剂 等。
您可以把这个系统想象成一个“电荷战场”。阳离子化学品(正电荷) 需要去中和 阴离子垃圾和纤维/填料表面(负电荷),才能有效地发挥作用。
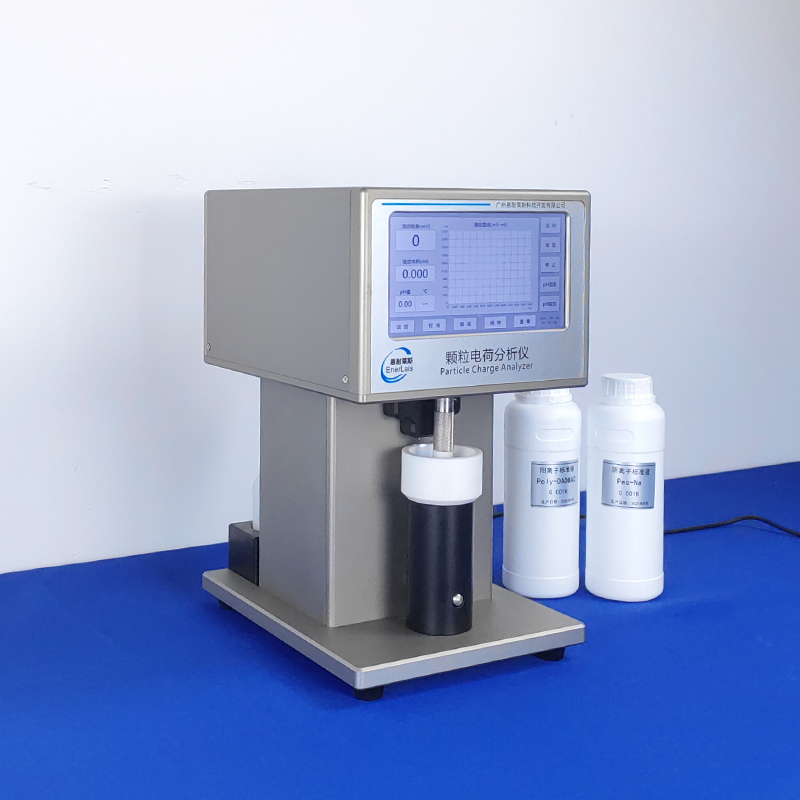
2. 颗粒电荷分析仪的核心作用:精准测量

颗粒电荷分析仪的核心功能是精确测量浆料系统的“电荷需求”,即单位体积的浆料需要多少带相反电荷的物质(通常是聚二烯丙基二甲基氯化铵,PDADMAC)才能达到电荷零点。
它提供的关键参数是:
电荷需求量:反映浆料中所有负电荷物质的总和。
胶体滴定:特别针对溶解和胶体物质(阴离子垃圾)的电荷。
3. 控制电荷平衡的重要性体现在哪里?
如果没有颗粒电荷分析仪,化学品添加往往基于经验或固定流量,导致要么添加不足,要么添加过量。而精确控制电荷平衡能带来以下直接好处:
a) 优化助留助滤系统,提高纸机运行效率
作用机理:助留助滤剂通过“电中和”和“架桥”作用,使细小组份(细小纤维、填料)絮聚,留在纸页中,并让水更容易脱出。
控制不当的后果:
化学品添加不足:阴离子垃圾过多,会“毒化”阳离子助留剂,使其失效。导致留着率低(填料和细小纤维流失)、滤水困难。结果是纸机网部脱水慢,车速提不上去,能耗增加,成纸灰分低。
化学品添加过量:系统电荷由负转正(过阳离子化),会导致浆料重新稳定分散,同样造成留着率和滤水性能下降。甚至可能形成粘性沉积物,污染网毯、压辊,造成断纸。
PCA的贡献:通过实时监测电荷需求,可以精确控制助留助滤剂的添加点与添加量,使其始终处于最佳作用窗口,从而最大化留着率和滤水效率,稳定纸机运行。
b) 降低化学品消耗,节约成本
阴离子垃圾是消耗阳离子化学品的“元凶”。通过PCA监测,可以:
精准添加:避免因“猜测”而导致的化学品浪费。
指导阴离子垃圾捕捉剂的使用:在添加昂贵的助留剂之前,先使用相对便宜的阴离子垃圾捕捉剂(如硫酸铝、阳离子淀粉、聚胺)去中和阴离子垃圾。PCA可以告诉你需要加多少捕捉剂,从而实现化学品的分级优化使用,显著降低总化学品成本。
c) 提高和稳定产品质量
匀度更好:电荷平衡时,絮聚状态理想,成纸的纤维分布更均匀。
物理指标更稳定:留着率的稳定直接带来了纸页定量、厚度、灰分等指标的稳定。
表面性能更优:减少了因阴离子垃圾或沉积物引起的纸病(如孔洞、斑点)。
d) 应对原料变化,实现稳定生产
造纸原料(尤其是再生纤维)的质量波动很大,其带来的阴离子垃圾量也随之剧烈变化。PCA可以:
实时反馈:像“眼睛”一样实时监测浆料电荷状态的变化。
前馈控制:与DCS系统结合,实现化学品的自动闭环控制,抵御原料波动对生产系统的冲击,保证生产过程的连续性和稳定性。
总结
总而言之,颗粒电荷分析仪在造纸浆料系统中的作用可以类比为:
它为控制浆料这个复杂的“电荷战场”提供了精确的“战场情报”和“火力指引”。
没有它,化学品的添加就像是“盲打”,全靠经验和运气,结果往往是成本高昂、效率低下、质量不稳。而拥有它,则可以实现:
从“经验控制”到“科学精确控制”的飞跃。
从“被动处理”到“主动预防”的转变。
因此,在现代造纸工业中,颗粒电荷分析仪已成为优化工艺、降本增效、提升产品质量不可或缺的关键工具,对控制浆料系统电荷平衡具有核心重要性。
11-19
以下是颗粒电荷仪在不同领域的具体应用:
一、 核心应用领域
1. 造纸行业(这是最经典和广泛的应用领域)
在造纸的“湿部化学”系统中,纤维、填料和各种化学添加剂的表面电荷决定了它们之间的相互作用,对整个造纸过程的效率和成纸质量至关重要。
优化助留助滤剂用量:
作用:助留助滤剂(通常是阳离子聚丙烯酰胺)通过电中和与架桥作用,使细小组分絮凝,提高留存率和脱水速度。
应用:通过测量加入化学品前后浆料的电荷变化,可以精确找到“零电荷点”(Zeta电位接近0),此时絮凝效果最佳。这可以避免化学品过量或不足,从而节约成本、提高纸机运行效率、改善成纸匀度。
控制浆料系统的电荷平衡:
造纸原料(尤其是废纸浆)中常含有阴离子垃圾(Anionic Trash),它们会消耗阳离子添加剂。
应用:使用PCD可以监测浆料的阳离子需求,从而精准确定“阴离子垃圾捕捉剂”的添加量,保证后续化学品能有效发挥作用。
评估原料和填料的电荷特性:
不同来源的纸浆、填料(如碳酸钙、高岭土)其表面电荷不同。
应用:通过测量它们的电荷,可以预测其在生产中的行为,并为配方调整提供依据。
2. 水处理与污泥脱水
这个领域的应用原理与造纸行业高度相似。
优化絮凝剂投加量:
在水和废水处理中,使用絮凝剂(无机或有机)使悬浮颗粒脱稳、絮凝是核心步骤。
应用:颗粒电荷仪可以快速确定使胶体体系达到“零电荷点”所需的絮凝剂最佳剂量。这能显著提高沉降/浮选效率、降低药耗、改善出水水质,并优化后续污泥的脱水性能。
3. 矿物加工与选矿
许多选矿工艺(如浮选、絮凝)依赖于矿物颗粒表面电性的差异。
浮选药剂优化:通过测量添加捕收剂、抑制剂等药剂前后矿物颗粒的电荷变化,可以研究药剂的作用机理并优化其用量。
选择性絮凝:在混合矿物中,通过添加特定絮凝剂使目标矿物选择性絮凝,其基础就是电荷的控制与匹配。PCD是关键的研发和控制工具。
4. 涂料、陶瓷与建材行业
浆料稳定性控制:对于陶瓷浆料、水泥浆料或颜料涂料,颗粒间的静电排斥是维持其稳定分散、防止沉降的关键。电荷值异常可能导致絮凝、粘度增加、流动性变差等问题。
添加剂评估:用于评估分散剂、稳定剂等添加剂对体系电性的影响,从而筛选最有效的产品。
5. 日用化工与医药行业
乳液稳定性研究:许多化妆品、药品是乳液体系,液滴的表面电荷直接影响乳液的稳定性。
药物载体研究:在药物递送系统中,载体颗粒的表面电荷会影响其在体内的分布、吸收和靶向性。
二、 颗粒电荷仪的核心价值总结
优化化学品用量:这是其最直接的经济价值,通过精确投加,可节省10%-30%的化学品成本。
解决生产问题:快速诊断由电荷不平衡引起的工艺故障(如脱水困难、留着率低、系统波动)。
提升产品质量:通过稳定胶体系统,改善最终产品的均匀度、强度和一致性。
加速研发进程:在新产品开发和新工艺探索中,提供关键的电荷参数,指导配方和工艺路线的选择。
快速、简便:相较于Zeta电位仪,传统的颗粒电荷仪(采用滴定法)操作更简单,对样品要求低,更适合于工业现场的高浓度、复杂样品。
总而言之,颗粒电荷仪是任何涉及胶体、悬浮液和浆料处理的工业过程及研发领域的强大工具,它通过“看见”看不见的电荷,为工艺优化和质量控制提供了科学的数据支撑。
03-01
在造纸工业中,纸张的疏水性能(施胶效果)直接影响其书写、印刷及包装性能。自19世纪初松香-明矾施胶体系发明以来,这一经典组合始终是造纸工艺的核心技术之一。本文将从历史沿革、化学机制到生产实践,解析该技术的关键原理与应用策略。
19世纪早期,造纸业发现天然松香与明矾的结合可显著提升纸张抗水性。松香中的树脂酸(如海松酸)提供疏水基团,而明矾(硫酸铝)通过铝离子络合作用,将松香锚定于纤维表面,形成稳定的疏水层。这一发现解决了早期纸张易渗透的难题,推动松香皂施胶技术在全球造纸业普及。
随着技术进步,天然松香逐渐被改性松香(如强化松香)取代。通过化学改性提高树脂酸的反应活性与储存稳定性,并优化其与铝离子的络合效率,最终形成现代造纸业广泛使用的"皂化松香"体系。
1. 松香皂的胶束化行为
松香分子具有典型的两亲结构:羧酸基团(亲水头)与三环二萜结构(疏水尾)。在水中,当浓度超过临界胶束浓度(CMC)时,疏水尾部自发聚集形成胶束,亲水头向外稳定分散。这种自组装特性使其能均匀分布在纸浆悬浮液中。
2. 铝离子的桥梁作用
明矾在水解后生成Al³⁺及其多核羟基配合物(如[Al₁₃O₄(OH)₂₄(H₂O)₁₂]⁷⁺)。在pH 4-5的最佳施胶区间,带正电的铝离子通过以下方式发挥作用:
电荷中和:结合纸浆纤维表面的负电荷(来自纤维素羟基电离)
配位桥接:羧酸基团与铝离子形成络合物,将松香疏水基团固定在纤维表面
3. 钙离子的干扰与应对
当水质硬度较高(含Ca²⁺)时,钙离子会优先与松香酸结合生成不溶性钙皂,导致施胶失效。工业上采用"反施胶"策略:先添加明矾消耗钙离子,再引入松香,确保铝离子的有效络合。
案例:施胶剂突失效故障分析
某纸板厂突发施胶度(HST值)异常波动,经排查发现:
直接原因:硬水钙离子干扰导致松香-铝络合率下降
解决方案:
优化添加工艺:采用反施胶顺序(先加明矾后加松香)
安装在线监测:实时监控pH值、铝/钙离子浓度
工艺参数调整:将湿部pH严格控制在4.2-4.8区间
关键控制参数:
松香/明矾摩尔比(建议1:2.5-3.5)
浆料温度(影响胶束形成与铝盐水解)
系统阴离子干扰物(如过量碳酸根)
现代施胶体系已发展出反应型施胶剂(如AKD、ASA),但其高成本与pH适应性局限使松香-明矾体系在文化用纸、包装纸等领域仍占重要地位。通过改性松香开发(如马来松香)、纳米铝溶胶应用等创新,这一经典技术持续焕发新活力。
总结:
松香-明矾施胶体系的成功,源于对分子间作用与工业场景的深刻理解。掌握其化学本质与工艺变量间的动态关系,是优化施胶效率、降低生产成本的关键。随着造纸业向绿色制造转型,如何通过过程强化减少铝盐用量、开发可再生施胶剂,将成为下一代技术突破的方向。
02-26
在快餐包装纸抗住热咖啡渗透、档案用纸历经百年不脆化的背后,隐藏着一项延续两个世纪的技术——施胶工艺。这项让纤维网络获得抗水特性的核心技术,曾在工业革命时期以松香与硫酸铝的简单组合开启篇章,而今在实验室涂布机与精密分析仪器的协同调控下,正经历着从经验驱动到数据驱动的技术跃迁。
1.1 电荷调控的艺术
现代实验室通过Zeta电位仪揭示了施胶反应的微观本质:
纤维表面电位从-25mV升至-5mV时,铝离子吸附效率提升3倍
松香皂胶束的-30mV电位值,通过铝离子中和实现定向锚定
某文化用纸厂通过在线电位监测,将施胶剂波动率从±15%降至±3%
1.2 动态滤水的技术革命
动态滤水保留率测定仪的应用改写了传统工艺:
实时追踪施胶剂在纤维网络的分布状态(保留率从65%提升至89%)
发现0.3mm²/s的滤水速率拐点,对应最佳施胶剂留着效率
广东某纸企据此优化浆料浓度,吨纸蒸汽消耗降低18%
2.1 硬水困局的电荷解法
问题:钙离子使纤维Zeta电位从-18mV升至-5mV,阻碍铝离子锚定
突破:基于电位监测的智能加药系统,动态调节铝/钙摩尔比至1:0.8
效益:北方某纸厂在8°dH硬水下仍保持HST值≥50s
2.2 滤水-施胶的协同优化
动态滤水曲线显示:施胶剂过量会延长滤水时间23%
开发滤水速率-SCT值关联模型,实现施胶与生产的平衡调控
浙江某包装纸厂应用后,纸机车速提升12%
3.1 微观界面的解密
新一代实验室涂布机集成:
原位Zeta电位模块:实时监测纤维-施胶剂界面电荷演变(精度±0.5mV)
同步动态滤水系统:每15秒生成滤水曲线与施胶剂分布热力图
案例:发现松香铝复合物在-12mV电位时形成最致密疏水层
4.1 数据孪生系统
将实验室Zeta电位、动态滤水数据映射到生产DCS系统
山东某企业实现施胶工艺的虚拟调试,试产周期缩短70%
4.2 可持续工艺创新
Zeta电位指导的铝循环技术:回收白水中90%活性铝离子
动态滤水模型优化生物施胶剂:吨纸碳排放降低35%
从匠人手中的松脂滴管到实验室的Zeta电位探针,从经验判断的滤水速度到动态保留率的毫秒级监测,施胶技术的进化史正是一部造纸业从模糊感知走向精准调控的史诗。当每一个电荷波动都被捕捉、每一滴滤水轨迹都被解析,我们不仅是在优化工艺参数,更是在解码纸张与水的千年对话。
02-26
在造纸工业中,纸张的抗水性是决定其应用场景的核心性能之一。无论是书写纸、包装纸还是特种纸材,都需要通过“施胶”工艺赋予其抵抗液体渗透的能力。作为一项已有200多年历史的技术,松香-硫酸铝施胶系统至今仍是行业主流方案。本文将深入解析这一技术的原理、挑战及解决方案,为从业者提供实用参考。
19世纪初,英国造纸业首次将松香与硫酸铝结合使用,通过两者的化学反应,在纸张纤维表面形成疏水层。这一技术的关键在于:
松香的天然特性:主要成分松香酸(Abietic Acid)同时具备疏水碳环和亲水羧酸基团(-COOH),可定向锚定在纤维上。
硫酸铝的桥梁作用:铝离子(Al³⁺)在pH 4-5环境下与羧酸基结合,形成稳定的疏水复合物。
然而,现代生产中常因水质硬度(如钙离子干扰)、工艺参数偏差等问题导致施胶失效。例如某纸板厂曾因铝盐添加系统故障,导致松香无法固定,纸张遇水迅速渗透。问题的本质在于:施胶系统需要精准的化学平衡。
问题表现:硬水中的钙离子(Ca²⁺)会与松香优先结合,形成无效沉淀,导致施胶度下降30%以上。
解决方案:
逆序添加法:先加入硫酸铝中和钙离子,再注入松香分散体,避免竞争反应。
实时监测系统:安装水质硬度传感器与自动加药装置,动态调节铝盐用量。
pH控制:严格维持4-5的弱酸性环境,确保铝以Al³⁺形态存在(pH>5时铝易生成胶体沉淀)。
胶料配比:通过赫克力施胶度测试(HST)动态优化松香与铝盐比例,典型配比为1:0.3-0.5(质量比)。
松香皂化技术:将松香转化为钠皂或钾皂,形成胶束分散体(疏水内核直径10-50nm),增强纤维表面覆盖度。
纤维预处理:对回收纤维进行酶解或氧化处理,暴露更多羟基结合位点。
背景:某纸企生产食品级纸板时,突发施胶度波动(HST值从120秒骤降至40秒)。
排查过程:
松香流量监测正常,但铝盐储罐搅拌器电路故障,导致局部浓度不均。
未反应的松香在干燥部挥发,形成表面疏水假象,遇水后迅速崩解。
解决措施:
改造铝盐添加系统,增加冗余泵与流量报警装置。
引入在线HST检测仪,每15分钟自动采样,数据同步至中控系统。
结果:施胶稳定性提升60%,年度节约松香用量8.5吨。
铝盐替代品研发
聚合氯化铝(PAC):在pH 6-7条件下仍能保持高反应活性,拓展中性施胶工艺。
生物基锚定剂:从木质素提取多酚化合物,与松香协同作用,减少铝用量50%以上。
合成施胶剂的崛起
烷基烯酮二聚体(AKD):通过酯键自发接枝纤维,适用于高车速纸机(>1200m/min)。
纳米纤维素复合体系:将疏水改性纳米纤维(直径<20nm)与松香共混,提升抗水耐久性。
循环经济实践
开发松香-铝复合物的高效回收技术,从白水中提取并回用90%以上有效成分。
与污水处理联动,将残余铝盐转化为絮凝剂,实现闭环生产。
松香-硫酸铝施胶系统的持久生命力,源于其对造纸纤维界面特性的深刻理解。面对环保法规趋严、原料成本波动的挑战,行业正在从单一化学配方向智能调控、绿色替代的方向进化。无论是传统工艺的精细化改进,还是创新材料的跨界应用,核心目标始终是:用更少的资源,创造更稳定的性能。这不仅是技术课题,更是造纸业可持续发展的必经之路。
article
解决方案选择哪款仪器,主要取决于你的产品需要遵循哪个技术标准。
简单来说,如果您的产品主要面向中国市场或遵循ISO标准,首选肖伯尔打浆度测定仪(°SR);如果面向北美市场,则选择加拿大游离度测定仪(CSF)。
它们不是同一台仪器,而是为衡量滤水性能这同一目的而设计的两套平行系统,就像衡量温度的摄氏度和华氏度。

为了帮你更清楚地理解,我把它们的关键区别整理了下面内容:
对比维度
肖伯尔打浆度测定仪 (°SR)
加拿大游离度测定仪 (CSF)
核心概念
打浆度 (Beating Degree):值越大,表示滤水越慢,浆料越“粘”。
游离度 (Freeness):值越大,表示滤水越快,浆料越“稀”。
数值单位
°SR (肖伯尔度)
mL (毫升)
测量范围
0 - 100 °SR
0 - 1000 mL
设计原理
肖伯尔打浆度仪:“直通式”设计,所有滤水都进入测量系统。
加拿大游离度仪:“侧流式”设计,仅测量侧管溢出的水量。
适用标准
肖伯尔打浆度仪:GB/T 3332, ISO 5267/1
加拿大游离度仪:TAPPI T227, ISO 5267/2, GB/T 12660
主要应用
肖伯尔打浆度仪:中国、欧洲及大多数ISO标准地区
加拿大游离度仪:北美、日本、北欧地区
此外,两种仪器在测试原理上也有所不同:肖伯尔法测量的是特定体积滤水所需的时间,而加拿大游离度法测量的是特定时间内滤出的水量,这导致了它们数值变化趋势的相反关系。
如果上面的对比还不够直观,你可以参考下面的选型对照表,根据自己的具体情况来做决定:
选型考量因素
建议选择的仪器
主要目标市场
- 国内/欧洲市场:打浆度测定仪 (°SR)
- 北美/日本市场:加拿大游离度仪 (CSF)
遵循的技术标准
- 遵循国标/ISO:打浆度测定仪 (°SR)
- 遵循TAPPI标准:加拿大游离度仪 (CSF)
浆料类型
- 通用型/化学浆:两种仪器均可,但需注意标准差异
- 机械浆/磨木浆:部分资料推荐CSF
实验室自动化需求
- 批量检测需求大:可考虑自动型仪器,效率更高,减少人为误差。
- 预算有限/检测量小:手动型仪器性价比更高。
最后,有两点需要特别注意:
1、单位不能混淆:由于两种仪器读数趋势完全相反,报告结果时必须明确标注单位是“°SR”还是“mL CSF”,否则会造成严重误解。
2、换算关系不可靠:虽然两种测量值存在大致的负相关关系,但由于测试原理和纤维种类影响,它们之间不存在一个通用的、精确的换算公式。如果一定要转换,必须通过特定浆料的实验来标定。
总的来说,选择哪个仪器,关键看你的目标市场和遵循的标准。国内市场就选打浆度仪(°SR),北美市场就选游离度仪(CSF)。如果两种订单都有,且预算充足,可以两台都配;或者根据主要市场选一台,与客户沟通时使用,并利用在线换算表进行大致参考。



 友情链接
友情链接 